- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

ຄວາມເຂົ້າໃຈຄ່າຫ້ອງທົດລອງ: ວິທີທີ່ແທ້ຈິງທີ່ຈະອ່ານສີ — ສາມຕົວກໍານົດຫຼັກສໍາລັບການຄວບຄຸມຄວາມແຕກຕ່າງຂອງສີໃນພາດສະຕິກວິສະວະກໍາ
"ແມ່ນ ΔE ຂອງ 2.1 ໃນບົດລາຍງານ colorimeter ຍອມຮັບໄດ້ຫຼືບໍ່?"
"ລູກຄ້າບອກວ່າຄ່າຫ້ອງທົດລອງປິດ, ແຕ່ສີເບິ່ງຄືວ່າເກືອບຄືກັນກັບຂ້ອຍ."
ເຫຼົ່ານີ້ແມ່ນຄໍາຖາມທີ່ທີມງານວິຊາການຂອງພວກເຮົາໄດ້ຍິນທຸກໆມື້. ໃນອຸດສາຫະກໍາພາດສະຕິກວິສະວະກໍາ, ຄວາມແຕກຕ່າງຂອງສີບໍ່ໄດ້ຖືກຕັດສິນດ້ວຍຕາເປົ່າ. ບໍ່ວ່າຈະເປັນຊິ້ນສ່ວນພາຍໃນລົດຍົນ, ເຮືອນອີເລັກໂທຣນິກ 3C, ຫຼືອົງປະກອບໂຄງສ້າງອຸດສາຫະກໍາ, ລູກຄ້າເກືອບສະເຫມີປະກອບມີມາດຕະຖານການຍອມຮັບຄວາມແຕກຕ່າງຂອງສີທີ່ລະບຸໄວ້ຢ່າງຊັດເຈນ: ΔE ≤ 0.5, ດ້ວຍຄ່າ L, a, b ພາຍໃນຄວາມທົນທານທີ່ກໍານົດ.
ດັ່ງນັ້ນ L, a, ແລະ b ແມ່ນຫຍັງແທ້? ແລະເປັນຫຍັງພວກມັນຈຶ່ງມີຄວາມຫນ້າເຊື່ອຖືຫຼາຍກວ່າການກວດສອບສາຍຕາ? ມື້ນີ້, ພວກເຮົາຈະອະທິບາຍສາມຕົວກໍານົດການເຫຼົ່ານີ້ໃນພາສາຂອງການຜະລິດພາດສະຕິກວິສະວະກໍາ.

I. "ລະບົບປະສານງານ" ຂອງສີ: ຫ້ອງທົດລອງສີ
ຈິນຕະນາການວ່າເພື່ອກໍານົດສະຖານທີ່ຢູ່ໃນແຜນທີ່, ທ່ານຕ້ອງການເສັ້ນແວງ, latitude, ແລະລະດັບຄວາມສູງ. ພື້ນທີ່ສີຫ້ອງທົດລອງແມ່ນ "ລະບົບປະສານງານສາມມິຕິ" ສໍາລັບສີ.
ຖືກສ້າງຕັ້ງຂຶ້ນໂດຍຄະນະກໍາມະການສາກົນກ່ຽວກັບການສະຫວ່າງ (CIE) ໃນປີ 1976, ມັນຍັງຄົງເປັນມາດຕະຖານຄໍາທົ່ວໂລກສໍາລັບການວັດແທກສີ. ສີໃດກໍ່ໄດ້ສາມາດຕັ້ງຢູ່ໃນພື້ນທີ່ສາມມິຕິນີ້ເປັນເອກະລັກໂດຍຊຸດພິກັດ (L, a, b).
• ຄ່າ L (ຄວາມສະຫວ່າງ): ຕັ້ງແຕ່ 0 ຫາ 100. L=100 ແມ່ນສີຂາວບໍລິສຸດ, L=0 ແມ່ນສີດໍາບໍລິສຸດ. ໃນພາດສະຕິກດ້ານວິສະວະກໍາ, ພາກສ່ວນສີດໍາທີ່ປາກົດເປັນສີຂີ້ເຖົ່າຫຼືສ່ວນສີຂາວທີ່ປ່ຽນເປັນສີເຫຼືອງແມ່ນເປັນການປ່ຽນແປງຂອງຄ່າ L.
• ຄ່າ (ສີສີແດງ-ສີຂຽວ): ຄ່າບວກສະແດງເຖິງສີແດງ, ຄ່າລົບສະແດງເຖິງສີຂຽວ. ເມື່ອ ABS ທີ່ທົນທານຕໍ່ໄຟທີ່ຄວນຈະເປັນສີແດງສົດໃສປ່ຽນເປັນ "ສີແດງອິດຈືດໆ", ມູນຄ່າແມ່ນອາດຈະເປັນບັນຫາ.
• ຄ່າ b (ສີເຫຼືອງ-ສີຟ້າສີ): ຄ່າທາງບວກສະແດງເຖິງສີເຫຼືອງ, ຄ່າລົບສະແດງເຖິງສີຟ້າ. ຄ່າ b ແມ່ນຕົວກໍານົດການ "sensitive" ທີ່ສຸດ - ວັດສະດຸເຊັ່ນ PBT, PC, ແລະ nylon ມັກຈະເປັນສີເຫຼືອງໃນລະຫວ່າງການປຸງແຕ່ງທີ່ມີອຸນຫະພູມສູງ. ເມື່ອຄ່າ b ປ່ຽນເປັນບວກ, ສ່ວນທີ່ເຫັນໄດ້ຊັດ "ປ່ຽນເປັນສີເຫຼືອງ."
II. ສາມຕົວເລກ, ສາມທົ່ວໄປ "ອາການຄວາມແຕກຕ່າງຂອງສີ"
ໃນຊັ້ນການຜະລິດ, ພວກເຮົາວິນິດໄສສາເຫດຂອງຮາກຢ່າງໄວວາໂດຍຜ່ານການປ່ຽນແປງຂອງຄ່າຫ້ອງທົດລອງ:
1. ການບ່ຽງເບນຂະຫນາດໃຫຍ່ໃນມູນຄ່າ L - ບູລິມະສິດການກວດສອບສະພາບວັດສະດຸແລະຂະບວນການ molding.
• ຄ່າ L ສູງ (ຂາວເກີນໄປ/ຈືດ): ອຸນຫະພູມຂອງ mold ອາດຈະຕໍ່າ ຫຼື titanium dioxide ບໍ່ພຽງພໍໃນ masterbatch ສີ.
• ຄ່າ L ຕ່ຳ (ມືດເກີນໄປ): ອາດຈະເປັນການເສື່ອມສະພາບຂອງວັດສະດຸ (ການສໍາຜັດກັບອຸນຫະພູມສູງເກີນໄປ) ຫຼືການລະບາຍອາກາດທີ່ບໍ່ດີ.
2. ການບ່ຽງເບນຂະຫນາດໃຫຍ່ໃນມູນຄ່າ - ບູລິມະສິດໃນການກວດສອບການສ້າງວັດສະດຸ.
• ການປ່ຽນຄ່າທາງບວກ (ສີແດງ): ພົບເຫັນທົ່ວໄປໃນວັດສະດຸທີ່ທົນທານຕໍ່ໄຟ, ບ່ອນທີ່ສານຕ້ານໄຟຈະເສື່ອມຕົວໃນອຸນຫະພູມສູງ, ເຮັດໃຫ້ເກີດການປ່ຽນສີ.
3. ການບ່ຽງເບນຂະຫນາດໃຫຍ່ໃນຄ່າ b - ບູລິມະສິດການກວດສອບສະພາບແຫ້ງແລ້ງແລະອຸນຫະພູມສີດ.
• ການປ່ຽນແປງໃນຄ່າ b ໃນທາງບວກ (ສີເຫຼືອງ): ສາເຫດທົ່ວໄປທີ່ສຸດແມ່ນ overdrying ຫຼືອຸນຫະພູມ melt ຫຼາຍເກີນໄປ. ວັດສະດຸໄນລອນແມ່ນມີຄວາມອ່ອນໄຫວໂດຍສະເພາະ - ຄ່າ b-value drift ຂອງ 0.5 ແມ່ນເຫັນໄດ້ຊັດເຈນ "ສີເຫຼືອງ" ກັບຕາເປົ່າ.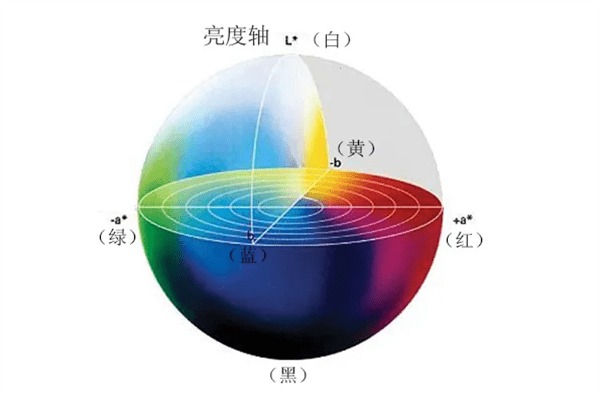
III. ΔE ແມ່ນຫຍັງ? ເປັນຫຍັງພວກເຮົາບໍ່ສາມາດອີງໃສ່ ΔE ຢ່າງດຽວ?
ΔE ແມ່ນຄ່າບ່ຽງເບນລວມກັນໃນທົ່ວຂະໜາດ L, a, ແລະ b, ຄິດໄລ່ເປັນ:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
ມັນໃຊ້ຕົວເລກດຽວເພື່ອສະຫຼຸບ "ຄວາມແຕກຕ່າງຂອງສີທັງຫມົດ," ເຮັດໃຫ້ການຕັດສິນໃຈໄວ. ຢ່າງໃດກໍຕາມ, ບັນຫາແມ່ນ: ΔE ດຽວກັນສາມາດເປັນຕົວແທນຂອງຄວາມແຕກຕ່າງຂອງສີທີ່ແຕກຕ່າງກັນຫຼາຍ.
ຕົວຢ່າງ:
• ກໍລະນີ A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (ສີຂາວເກີນໄປເລັກນ້ອຍ)
• ກໍລະນີ B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (ການບ່ຽງເບນທັງສາມທິດທາງ)
ທັງສອງມີເກືອບ ΔE ດຽວກັນ, ແຕ່ກໍລະນີ B ແມ່ນ "ສະລັບສັບຊ້ອນ" ຫຼາຍແລະອາດຈະປາກົດ "ຂີ້ຕົມ" ກັບຕາເປົ່າ. ດັ່ງນັ້ນ, ການຄວບຄຸມຄວາມແຕກຕ່າງຂອງສີທີ່ເປັນມືອາຊີບຕ້ອງພິຈາລະນາທັງ ΔE ແລະຄວາມທົນທານຂອງບຸກຄົນ. ມາດຕະຖານທົ່ວໄປສໍາລັບພາກສ່ວນພາຍໃນລົດຍົນແມ່ນ: ΔE < 1.0, ກັບ |ΔL| < 0.5, |Δa| < 0.5, |Δb| < 0.5.
IV. ຄວາມແຕກຕ່າງຂອງສີມາຈາກໃສ? ສີ່ແຫຼ່ງທົ່ວໄປ
ອີງຕາມປະສົບການຫຼາຍປີທີ່ໃຫ້ບໍລິການລູກຄ້າ, ແຫຼ່ງຕົ້ນຕໍຂອງຄວາມແຕກຕ່າງຂອງສີຕົກຢູ່ໃນສີ່ປະເພດ:
1. ການປ່ຽນແປງຊຸດວັດສະດຸ – ຊິ້ນສ່ວນຕ່າງໆຂອງພລາສຕິກດ້ານວິສະວະກຳອາດຈະມີຄວາມແຕກຕ່າງກັນເລັກນ້ອຍໃນສີຖານ. ເຖິງແມ່ນວ່າສໍາລັບຊັ້ນຮຽນດຽວກັນ, ການເຫນັງຕີງຂອງ b-to-batch ຂອງ 0.3-0.5 ສໍາລັບ POM ບໍ່ແມ່ນເລື່ອງແປກ.
2. ຂະບວນການອົບແຫ້ງອອກຈາກການຄວບຄຸມ – ວັດສະດຸເຊັ່ນ: nylon, PET, ແລະ PC ມີຄວາມອ່ອນໄຫວຕໍ່ກັບຄວາມຊຸ່ມ. ການຕາກແດດໃຫ້ແຫ້ງ ຫຼື ແຫ້ງເກີນສາມາດເຮັດໃຫ້ເກີດເປັນສີເຫຼືອງ. ໃນກໍລະນີຫນຶ່ງ, ຜູ້ປະຕິບັດການເພີ່ມອຸນຫະພູມການແຫ້ງຈາກ 80 ° C ເປັນ 100 ° C, ເຮັດໃຫ້ຄ່າ b ເຕັ້ນໄປຫາຈາກ 1.2 ຫາ 2.8, ຂູດທັງຫມົດ batch.
3. ຂະບວນການ molding drift - ການປ່ຽນແປງເລັກນ້ອຍໃນຄວາມກົດດັນກັບຄືນໄປບ່ອນ, ຄວາມໄວສະກູ, ຄວາມໄວສີດ, ຄວາມກົດດັນຖື, ອຸນຫະພູມ mold, ແລະອື່ນໆ, ສາມາດປ່ຽນແປງການໄຫຼລະລາຍແລະພຶດຕິກໍາການໄປເຊຍກັນ, ຜົນກະທົບຕໍ່ຮູບລັກສະນະຂອງສີ. ວັດສະດຸເສີມດ້ວຍເສັ້ນໃຍແກ້ວແມ່ນມີຄວາມອ່ອນໄຫວໂດຍສະເພາະ.
4. ຄວາມແຕກຕ່າງຂອງສະພາບແວດລ້ອມການວັດແທກ – colorimeters ທີ່ແຕກຕ່າງກັນ, ແຫຼ່ງແສງສະຫວ່າງ, apertures ການວັດແທກ, ຫຼືແມ້ກະທັ້ງຄວາມກົດດັນທີ່ປະຕິບັດໂດຍຜູ້ປະກອບການສາມາດສົ່ງຜົນກະທົບຕໍ່ການອ່ານ. ລູກຄ້າແລະຜູ້ສະຫນອງຕ້ອງຕົກລົງເຫັນດີກັບມາດຕະຖານການວັດແທກທີ່ເປັນເອກະພາບ (ເຊັ່ນ: D65 illuminant, 10° ມຸມສັງເກດ).
V. ສະຫຼຸບ: ສີສາມາດຈັດການໄດ້
ໃນພາດສະຕິກວິສະວະກໍາ, ສີບໍ່ແມ່ນຄວາມລຶກລັບອີກຕໍ່ໄປ. ສາມຕົວເລກ L, a, ແລະ b ຫັນຄວາມຮູ້ສຶກຂອງຫົວຂໍ້ "ຂ້ອຍຄິດວ່າສີບໍ່ຖືກຕ້ອງ" ໄປສູ່ຄວາມຈິງຈຸດປະສົງ "ຄ່າ L ເກີນຄວາມທົນທານໂດຍ 0.6, b ຄ່າ 0.8." ຄວາມເຂົ້າໃຈສີ່ແຫຼ່ງຂອງຄວາມແຕກຕ່າງຂອງສີຊ່ວຍໃຫ້ພວກເຮົາປ້ອງກັນບັນຫາກ່ອນທີ່ມັນຈະເກີດຂຶ້ນ.