- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

ປັດໃຈທີ່ມີການເຫນັງຕີງອັດຕາການຫຼຸດລົງແບບພາດສະຕິກແລະວິທີການດັດແກ້ແບບພາດສະຕິກ
ປັດໃຈທີ່ສົ່ງຜົນກະທົບຕໍ່ອັດຕາການຫົດຫູ່ພາດສະຕິກ
ອິດທິພົນ 1.
(1) ປະເພດວັດສະດຸ: ປະເພດພາດສະຕິກທີ່ແຕກຕ່າງກັນມີອັດຕາການຫົດຕົວທີ່ແຕກຕ່າງກັນ (ເບິ່ງຕາຕະລາງ 1).
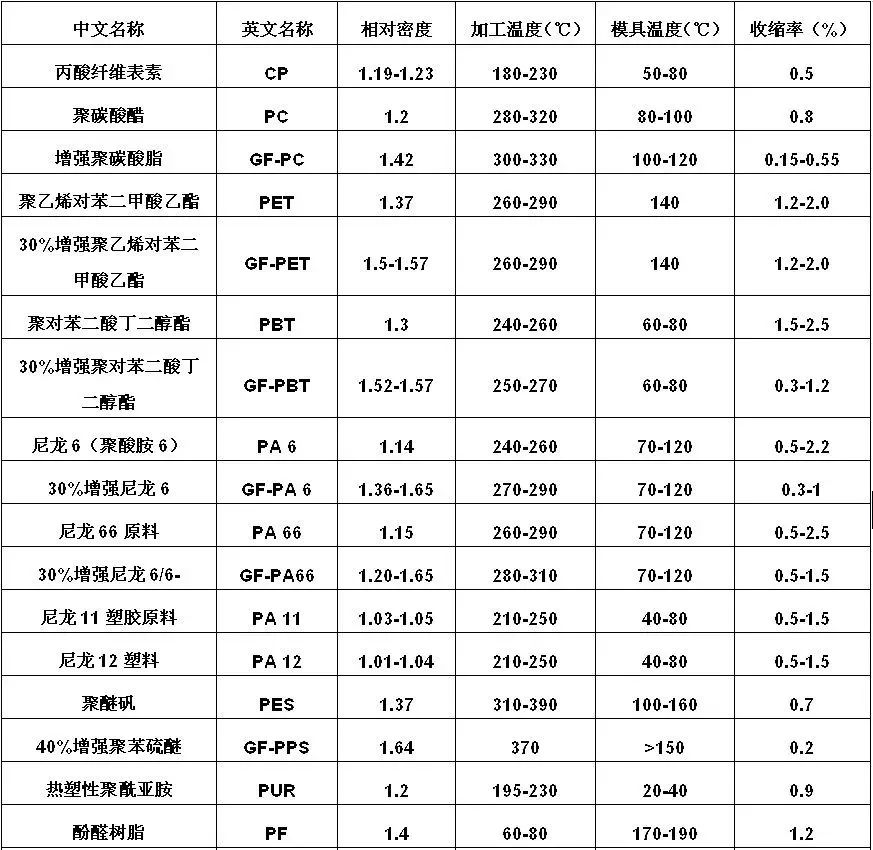
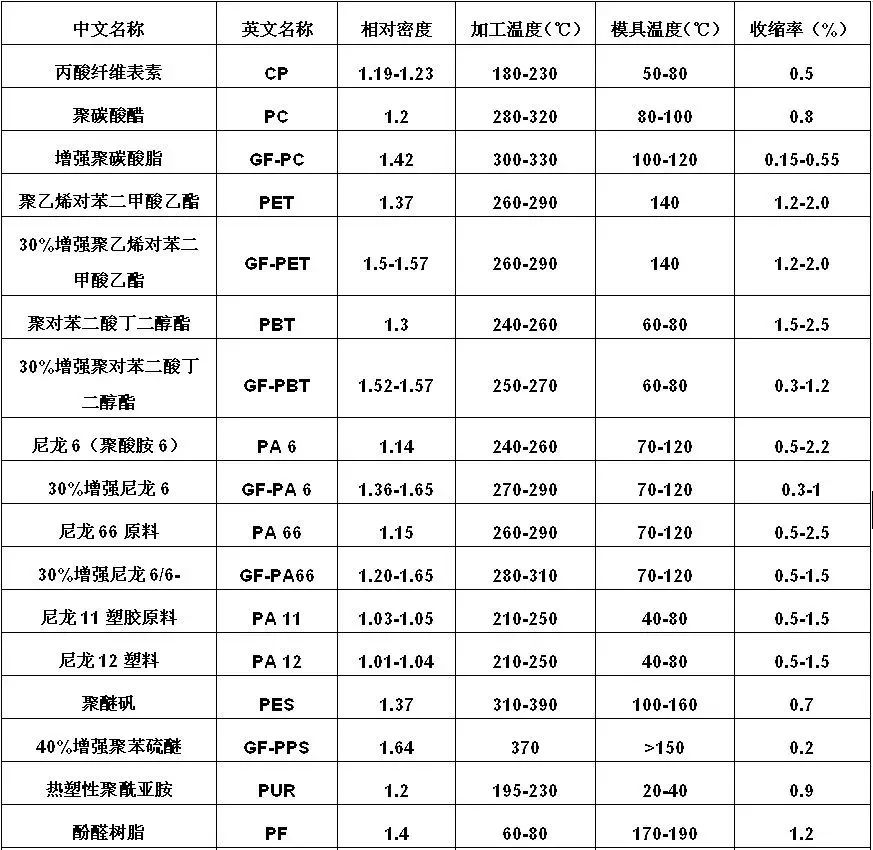
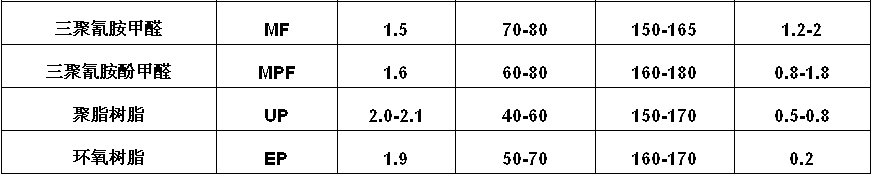
ຈາກຕາຕະລາງ 1, ມັນສາມາດເຫັນໄດ້ວ່າໃນບັນດາ thermo%% 40 rein rein rein ເພີ່ມເຕີມແກ້ວອັດຕາການຫົດຕົວ (0.2%), ໃນຂະນະທີ່ມີອັດຕາການຫົດຫູ່ຕ່ໍາສຸດ (0.2%). Fluoroplastics ມີອັດຕາການຫົດຕົວສູງທີ່ສຸດ, ການບັນລຸປະມານ 6%; ປະຕິບັດຕາມໂດຍ polyethylene ທີ່ມີຄວາມຫນາແຫນ້ນ (LDPE) ທີ່ມີອັດຕາການຫົດຕົວສູງສຸດ 5%.
(2) Crystallinity ວັດຖຸ: ສໍາລັບວັດສະດຸດຽວກັນ, ໄປເຊຍກັນຈະເຮັດໃຫ້ເກີດຂື້ນໃນອັດຕາການຫົດຕົວທີ່ນ້ອຍກວ່າ. ໃນບັນດາປັດໄຈທີ່ມີອິດທິພົນຕ່າງໆ, ລະດັບຂອງການໄປເຊຍກັນຢາງທີ່ມີຜົນກະທົບທີ່ສໍາຄັນທີ່ສຸດຕໍ່ການຫົດຕົວ.
(3) ນ້ໍາຫນັກໂມເລກຸນອຸປະກອນການ: ສໍາລັບວັດສະດຸດຽວກັນ, ນ້ໍາຫນັກໂມເລກຸນທີ່ສູງຂື້ນເຮັດໃຫ້ອັດຕາການຫົດຕົວນ້ອຍກວ່າ. ຢາງທີ່ມີນ້ໍາຫນັກໂມເລກຸນດຽວກັນແຕ່ການໄຫຼວຽນທີ່ດີກວ່າສະແດງການຫົດຕົວຂອງແມ່ພິມ.
(4) ການດັດແປງວັດສະດຸ: ເພີ່ມຢາງອື່ນໆ, elastomers, ຫຼືເຄື່ອງເຕີມນ້ໍາໃນພື້ນຖານຂອງຢາງຈະຊ່ວຍຫຼຸດອັດຕາການຫົດຕົວຂອງມັນ. ຄວາມແຕກຕ່າງໃນອັດຕາການຫົດຫູ່ຢາງທີ່ມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ຄວາມຖືກຕ້ອງຂອງພາກສ່ວນຂອງຊິ້ນສ່ວນຕ່າງໆໃນເວລາປຸງແຕ່ງ. ເພື່ອຜະລິດຊິ້ນສ່ວນພາດສະຕິກທີ່ມີຄວາມພີ້,, ຢາງທີ່ມີອັດຕາການຫົດຕົວຕໍ່າຕ້ອງຖືກນໍາໃຊ້. ຕົວຢ່າງ, PP Wesin ມີອັດຕາການຫົດຕົວຂອງ 1,8% -2,5%, ແລະການຫົດຕົວຂອງມັນເພີ່ມຂື້ນດ້ວຍນ້ໍາຫນັກໂມເລກຸນ, ເຮັດໃຫ້ມີຄວາມຫຍຸ້ງຍາກໃນການຜະລິດຊິ້ນສ່ວນ PP ທີ່ມີຄວາມພີ້.
2. ກົດລະບຽບການຂະບວນການ:
(1) ມີອຸນຫະພູມແມ່ພິມຄົງທີ່, ຄວາມກົດດັນຂອງການສີດຫຼຸດລົງຫຼຸດລົງການຫົດຕົວ.
(2) ຄວາມກົດດັນທີ່ເພີ່ມຂື້ນຫຼຸດລົງຫຼຸດລົງການຫົດຕົວ.
(3) ການລ້ຽງຕົວອຸນຫະພູມ melt ຫຼຸດລົງເລັກນ້ອຍຫຼຸດຜ່ອນການຫົດຕົວ.
(4) ອຸນຫະພູມແມ່ພິມທີ່ສູງຂື້ນຈະເພີ່ມການຫົດຕົວ.
(5) ເວລາທີ່ໃຊ້ເວລາດົນກວ່າເວລາຫຼຸດລົງ (ການຫົດຕົວບໍ່ໄດ້ຮັບຜົນກະທົບຕໍ່ຫຼັງຈາກປະຕູຮົ້ວ).
(6) ເວລາທີ່ເຮັດຄວາມເຢັນໃນແມ່ພິມທີ່ຍາວກວ່າຫຼຸດລົງຫຼຸດລົງ.
(7) ຄວາມໄວການສີດທີ່ສູງກວ່າມັກຈະເຮັດໃຫ້ມີການຫົດຕົວເລັກນ້ອຍເລັກນ້ອຍ (ຜົນກະທົບເລັກນ້ອຍ).
(8) ການຫົດຕົວ molding ແມ່ນຂະຫນາດໃຫຍ່, ຫຼັງການຫົດຕົວແມ່ນຂະຫນາດນ້ອຍ; ຫລັງການຫົດຫູ່ແມ່ນມີຄວາມສໍາຄັນໃນໄລຍະສອງມື້ທໍາອິດແລະສະຖຽນລະພາບຫລັງຈາກປະມານຫນຶ່ງອາທິດ.

ຄວາມອິດທິພົນຂອງໂຄງປະກອບ:
(1) ຊິ້ນສ່ວນທີ່ມີກໍາແພງຫນາມີການຫົດຕົວສູງກ່ວາສ່ວນທີ່ມີຝາ.
(2) ພາກສ່ວນທີ່ມີໃບສະແດງກິ່ງງ່າມີການຫົດຕົວຕໍ່າກວ່າສ່ວນຕ່າງໆໂດຍບໍ່ໃສ່ບ່ອນທີ່ຢູ່.
(3) ພາກສ່ວນທີ່ມີຮູບຊົງທີ່ສັບສົນມີການຫົດຕົວຕໍ່າກ່ວາສ່ວນທີ່ມີຮູບຮ່າງລຽບງ່າຍ.
(4) ການຫົດຕົວໃນທິດທາງຄວາມຍາວແມ່ນຫນ້ອຍກ່ວາການຫົດຕົວໃນທິດທາງຄວາມຫນາຂອງທິດທາງ.
(5) ຂຸມພາຍໃນສະແດງການຫົດຕົວສູງ, ໃນຂະນະທີ່ຄຸນລັກສະນະພາຍນອກສະແດງໃຫ້ເຫັນຫນ້ອຍທີ່ຫົດຫູ່.
ມີອິດທິພົນຕໍ່ໂຄງຮ່າງໂຄງສ້າງ 4.mold:
(1) ຂະຫນາດປະຕູຮົ້ວຂະຫນາດໃຫຍ່ຫຼຸດລົງການຫົດຕົວ.
(2) ການຫົດຕົວຂອງການຕັດຫຍິບໄປຫາທິດທາງປະຕູແມ່ນຫຼຸດລົງ, ຫົດຕົວຂະຫນານກັນໄປຫາທິດທາງຂອງປະຕູແມ່ນເພີ່ມຂື້ນ.
(3) ພື້ນທີ່ໃນໄລຍະໄກຈາກປະຕູຈະມີການຫົດຕົວຕໍ່າກ່ວາພື້ນທີ່ໃກ້ກັບປະຕູຮົ້ວ.
(4) ພາກສ່ວນຂອງພາກສ່ວນທີ່ຈໍາແນກໂດຍແມ່ພິມທີ່ນ້ອຍລົງ, ພາກສ່ວນທີ່ບໍ່ມີການຄວບຄຸມສະແດງໃຫ້ເຫັນການຫົດຕົວສູງຂື້ນ.
ວິທີການດັດແປງເພື່ອຫຼຸດອັດຕາການຫຼຸດລົງພາດສະຕິກ
1.Fiber ການຕື່ມຂໍ້ມູນ:
ເສັ້ນໃຍປະກອບມີເສັ້ນໃຍໃນອະນົງຄະທາດຕ່າງໆແລະປອດສານພິດ. ເອົາເສັ້ນໃຍແກ້ວເປັນຕົວຢ່າງ, ເພີ່ມ 35% ແກ້ວໃຍແກ້ວໃຫ້ແກ່ນ້ໍາຢາງ PP ສາມາດຫຼຸດອັດຕາການຫົດຕົວຂອງມັນໄດ້ຈາກ 1,8% (ບໍ່ມີປະໂຫຍດ) ເຖິງ 0.5%. ພາດສະຕິກທີ່ເສີມຂະຫຍາຍແກ້ວເປັນແກ້ວຍາວໃນຊຸມປີມໍ່ໆມານີ້ໃຫ້ຂໍ້ໄດ້ປຽບໃນການຫົດຕົວຂອງການຫົດຕົວ, ອັດຕາການຫົດຕົວຕໍ່າແລະມີຄວາມຍາວໃນທັງສອງທິດທາງ.
2. ການຕື່ມຂໍ້ມູນໃສ່ຫນັງສືພິມ:
ເຄື່ອງປ້ອນໃນອະນຸລັກປະກອບມີໂລຫະປົວສະໄຫມ, ທາດການຊຽມ, ທາດ sulfate, ແລະ multorinoite,
(1) ຮູບຊົງຂອງເຄື່ອງເຕີມ: ສານເຕີມເຕັມທີ່ມີຜົນກະທົບຕໍ່ການຫົດຕົວທີ່ແຕກຕ່າງກັນ, ໂດຍມີປະສິດຕິພາບສູງຂື້ນ ຍົກຕົວຢ່າງ, MontmorillLonite Flaky ແລະ Mica ທີ່ຫຼຸດຜ່ອນການຫົດຕົວຂອງ Composit.
(2) ຂະຫນາດຂອງອະນຸພາກ: ສໍາລັບເຄື່ອງເຕີມດຽວກັນ, ຂະຫນາດຂອງນ້ອຍມີຂະຫນາດນ້ອຍມີຜົນກະທົບຫຼາຍກວ່າເກົ່າໃນການຫຼຸດຜ່ອນການຫົດຕົວ. ຍົກຕົວຢ່າງ, ໃນ PP ທີ່ເຕັມໄປດ້ວຍ talc (20% talc + 8% poe), ເປັນຂະຫນາດຂອງອະນຸພາກ Talc ເພີ່ມຂື້ນຈາກ 5000 ຕາຫນ່າງ, ອັດຕາການຫົດຕົວຫຼຸດລົງຈາກ 1,05% ເປັນ 0.8%.
(3) ການຮັກສາເຄື່ອງເຕີມ: ການຮັກສາພື້ນຜິວຂອງເຄື່ອງເຕີມທີ່ຊ່ວຍເພີ່ມຜົນກະທົບທີ່ຫຼຸດລົງຂອງມັນ. ຍົກຕົວຢ່າງ, ABS ເຕັມໄປດ້ວຍ talc 10% ສະແດງໃຫ້ເຫັນການຫຼຸດຜ່ອນການຫົດຕົວ 10% ຈາກ 0.42% ເປັນ 0.42% ເມື່ອ talc ໄດ້ຮັບການປິ່ນປົວດ້ວຍຕົວແທນຄູ່ຮ່ວມງານທີ່ມີຄວາມສຸກ.
(4) ການໂຫຼດເຄື່ອງເຕີມ: ສໍາລັບເຄື່ອງເຕີມດຽວກັນ, ການໂຫຼດທີ່ສູງຂື້ນໃນການຫຼຸດຜ່ອນອັດຕາການຫົດຕົວທີ່ໃຫຍ່ກວ່າ.
3. ການໄປເຊຍກັນ:
(1) ເພີ່ມຕົວແທນຫຼຸດຜ່ອນການຫຼຸດລົງຂອງໄປເຊຍກັນ: ການນໍາໃຊ້ໃນໂມເລກຸນແມ່ນລົບກວນການເຄື່ອນໄຫວຂອງໂມເລກຸນແລະຂັດຂວາງໂມເລກຸນ
(2. ຍ້ອນຄວາມອຶດຫີວທີ່ບໍ່ແມ່ນຜລຶກເຊັ່ນ PS, ABS, PMMA, ຫຼື PC ຍັງສາມາດເພີ່ມໄດ້ເຊັ່ນກັນ.
4. ລອນດອນ elastomers:
Elastomers ເຊັ່ນ: POE, EPDM, ແລະ SBS ສາມາດເພີ່ມໄດ້. ໃນເວລາທີ່ເນື້ອໃນ elastomer ຕໍ່າກ່ວາ 5%, ຜົນກະທົບຂອງພວກມັນໃນການຫຼຸດຜ່ອນການຫົດຕົວຂອງ PP ແມ່ນຄ້າຍຄືກັນ. ສູງກວ່າ 5% ຂອງເນື້ອໃນ, ປະສິດທິຜົນແຕກຕ່າງກັນຕາມປະເພດ, ດ້ວຍລະບຽບການຫຼຸດຜ່ອນການຫຼຸດຜ່ອນ: Epdm> SBS (ສອດຄ່ອງກັບຜົນກະທົບທີ່ເຄັ່ງຄັດຂອງພວກເຂົາໃນ PP). ການປະສົມປະສານເຄື່ອງເຕີມນ້ໍາໃນອະນຸນາແລະ elastomers ໃນ PP ໃຫ້ຜົນຜະລິດຜົນຜະລິດທີ່ດີກວ່າຫຼຸດຜ່ອນການຫຼຸດຜ່ອນການຫຼຸດຜ່ອນທີ່ດີກວ່າ.
ການດັດແປງການຕິດຕາ 1.Chemical:
ການດັດແກ້ຂອງ PP ສາມາດຫຼຸດຜ່ອນໄປເຊຍກັນໄດ້, ເຮັດໃຫ້ພື້ນຖານບັນລຸອັດຕາການຫົດຕົວຕ່ໍາ.